在激光加工行业,如何降低成本是很多用户最关心的问题。随着光纤激光器在厚板切割工艺上的进步,使得传统的二氧化碳激光器几乎没有了优势,目前光纤激光器已经占据着激光切割行业绝大部分市场,究其原因重要一点是成本,而使用空气作为辅助气体切割无疑会进一步增加成本优势。我们只有充分认识到其优缺点,才能发挥其优势为广大用户降低成本。
常用的激光光切割气体主要有三种,氧气、氮气和空气,氧气和氮气作为常规切割气体。
氧气主要用于碳钢切割和不锈钢铝板厚板的穿孔,主要与切割金属发生氧化反应,放出大量的氧化热,另外一定压力的气体会吹走氧化物和熔渣,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,切割不需要太高的功率。缺点是薄板切割速度慢,切割尖角时容易过烧。
氮气主要用于不锈钢和铝板切割,如果激光器功率足够大薄的碳钢板用氮气切割速度会得到大幅提升。氮气在切割过程中的作用是杜绝氧化反应并利用共高气压吹走融熔物,所以可以得到比较光亮的断面效果,当然尖角的效果也会更好,缺点是气体成本高,厚板切割速度慢。
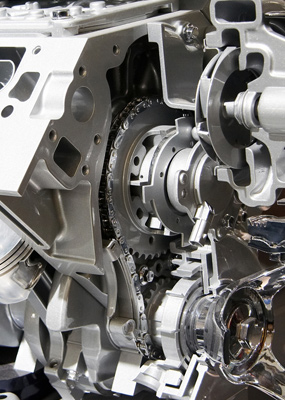
空气本身存在于空气中,我只需要空压机将其压缩到储气罐,然后再经过过滤冷却和干燥即可使用,主要成本是电费和设备保养费用。空气的主要成分就是大约80%的氮气和20%氧气的混合,所以空气在一定程度可以弥补氧气和氮气的不足。根据我们目前实验,以3000w光纤激光切割机为例,只需要空压机出口压力达到1.2Mpa的空气即可实现对2mm以下碳钢,10mm以下不锈钢,5毫米以下铝板优质切割。传统的二氧化碳激光器也可以用空气切割,但是光斑特性影响切割质量不好,光纤激光器由于能量密度更大热影响区域更小配合空气切割可以达到意想不到的结果。下面我们针对碳钢、不锈钢和铝板实验得出的数据具体分析一下空气切割的优缺点。
|
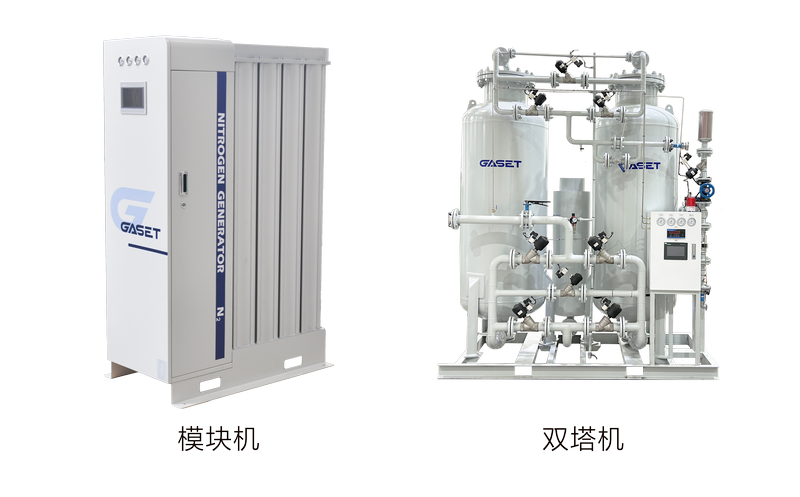
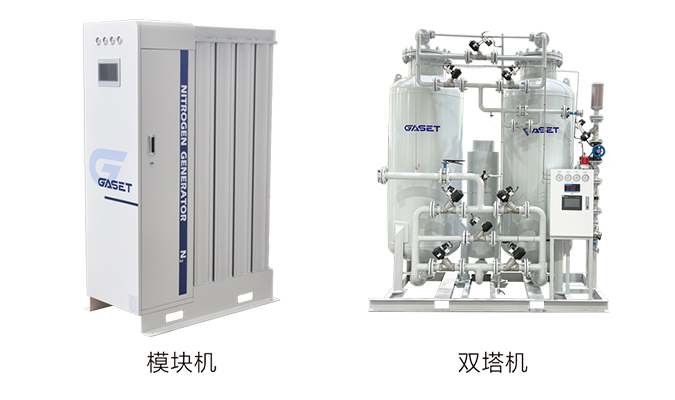
行业爆款产品 型号:NPM14 氮气流量:20~60m³/h 氮气纯度:99%~99.999% 氮气压力:0.6MPa
设备尺寸:1590×470×1690mm(L×W×H) |