In the laser processing industry, how to reduce the cost is the most concerned problem of many users. With the progress of fiber laser in thick plate cutting process, the traditional carbon dioxide laser has almost no advantages. At present, fiber laser has occupied most of the market of laser cutting industry. The important reason is the cost, and the use of air as auxiliary gas cutting will undoubtedly further increase the cost advantage. Only when we fully recognize its advantages and disadvantages can we give full play to its advantages and reduce costs for the majority of users.
There are three kinds of commonly used laser cutting gases: oxygen, nitrogen and air. Oxygen and nitrogen are used as conventional cutting gases.
Oxygen is mainly used for cutting carbon steel and perforating stainless steel aluminum plates and thick plates. It mainly reacts with the cutting metal to release a large amount of oxidation heat. In addition, the gas with a certain pressure will blow away the oxide and slag, forming a notch in the metal. Because the oxidation reaction in the cutting process produces a lot of heat, the cutting does not need too high power. The disadvantage is that the cutting speed of thin plate is slow, and it is easy to burn when cutting sharp corners.
Nitrogen is mainly used for cutting stainless steel and aluminum plates. If the laser power is large enough, the cutting speed of thin carbon steel plates with nitrogen will be greatly improved. The function of nitrogen in the cutting process is to eliminate oxidation reaction and blow away the melt with common high pressure, so a brighter section effect can be obtained. Of course, the effect of sharp corners will be better. The disadvantage is that the gas cost is high and the cutting speed of thick plates is slow.
The air itself exists in the air. I only need the air compressor to compress it into the air storage tank, and then filter, cool and dry it. The main costs are electricity and equipment maintenance. The main component of air is the mixture of about 80% nitrogen and 20% oxygen, so air can make up for the lack of oxygen and nitrogen to a certain extent. According to our current experiments, taking 3000W fiber laser cutting machine as an example, only the air with the outlet pressure of the air compressor reaching 1.2MPa can realize high-quality cutting of carbon steel below 2mm, stainless steel below 10mm and aluminum plate below 5mm. The traditional CO2 laser can also be cut by air, but the spot characteristics affect the cutting quality. Because the energy density of the fiber laser is larger and the heat affected area is smaller, air cutting can achieve unexpected results. Next, we will analyze the advantages and disadvantages of air cutting based on the experimental data of carbon steel, stainless steel and aluminum plates.
|
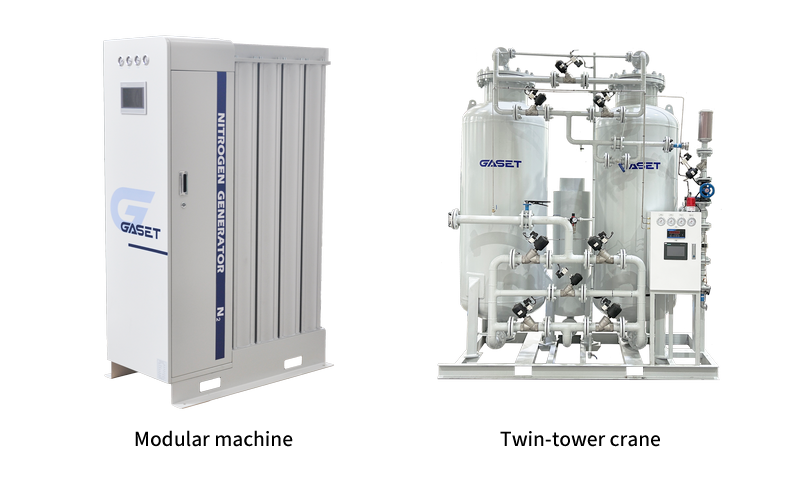
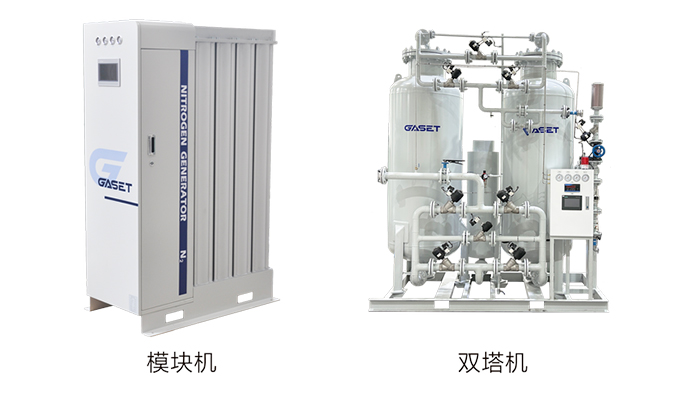
Popular products in the industry Model:NPM14 Nitrogen flow:20~60m³/h Nitrogen purity:99%~99.999% Nitrogen pressure:0.6MPa
Equipment size:1590×470×1690mm(L×W×H) |